سامان فاطر راشا
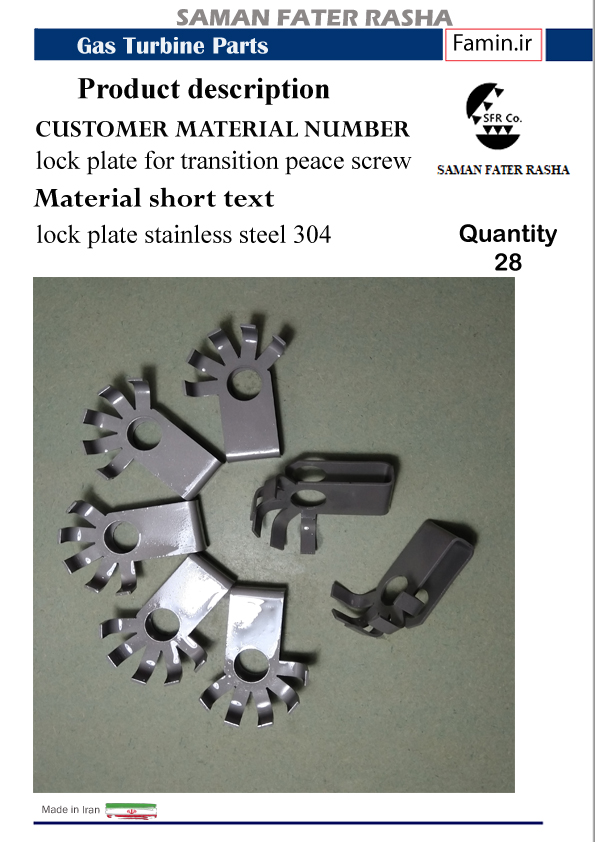
lockplate 28
شرکت سامان فاطر راشا ...
ادامه...
ما نیازهای ساخت و بازسازی شما را تامین می کنیم ...
ادامه ...
مدیریت ارتباط با تامین کنندگان ...






 مشاهده سریع
مشاهده سریع








